

The history of metallurgy is a history of specialisation. Copper smelting requires one set of furnaces, chemistry, and expertise. Lead smelting requires another. Rare earth refining requires yet another — and it’s so complex that China controls 70% of global capacity. Lithium extraction demands sulphuric acid and massive water consumption. Recycling electronics requires a different process entirely. And don’t even ask about recovering metals from tailings or slag — most companies have simply given up.
Driven by quarterly returns, long development lead times, the “not my business” ethos, and the chasm between PhDs and MBAs on what it takes to move innovation into commercial reality, the western capitalist system has simply failed to produce anything meaningful in the last 60 years. Hence China’s lead.
Each metal, each ore type, each waste stream has demanded its own bespoke infrastructure, chemistry, and supply chain.
But what if that wasn’t true anymore?
What if there was one platform that could extract pure metals from any feedstock — ore, recycled e-waste, mining tailings, spent catalysts, slag, or industrial waste — using the same core technology? A platform that didn’t care whether your feedstock was complex or simple, high-grade or low-grade, single-element or multi-element?
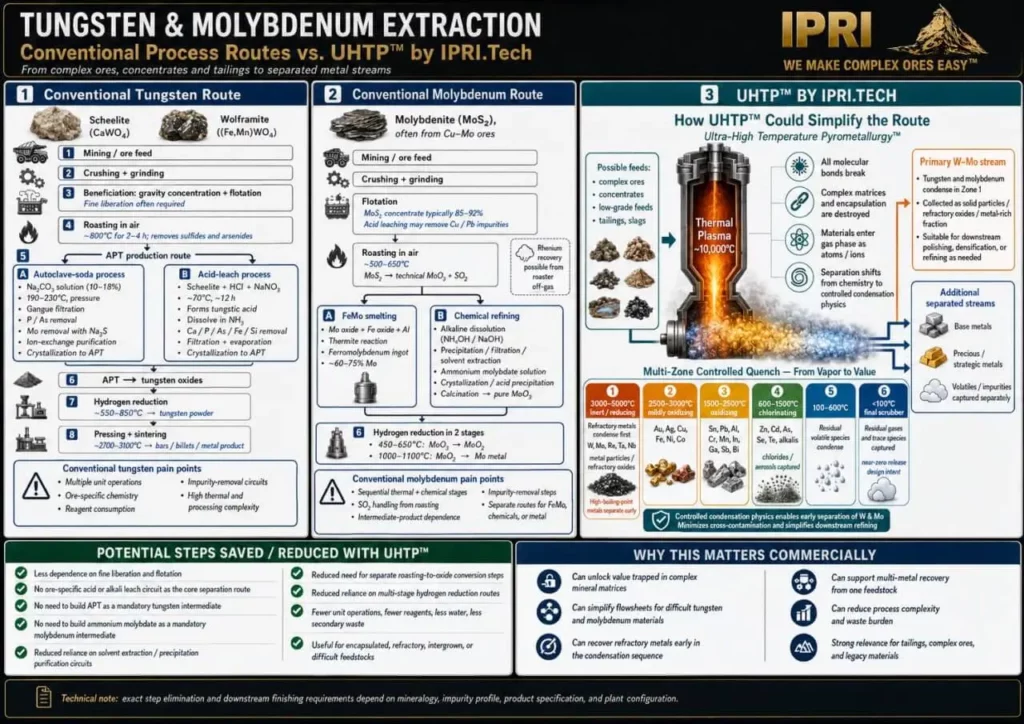
Welcome to UHTP™ — Ultra-High Temperature Pyrometallurgy™. It’s not an incremental improvement on traditional smelting. It’s a fundamentally different approach to metallurgy. And it’s about to rewrite the rules of how metals are made.
The Constraints of Traditional Metallurgy
To understand why UHTP™ is revolutionary, you first need to understand what’s holding traditional metallurgy back.
The Problem: Feed stock Specificity
Traditional metallurgy is bound by material constraints:
1. Melting Point Incompatibility
Different metals have wildly different melting points. Copper melts at 1,085°C. Lead melts at 327°C. Rare earths melt at 800–1,600°C depending on the element. When you try to smelt a complex ore containing multiple metals, they don’t melt together nicely — they segregate, oxidise, or form unwanted compounds. This is why copper smelting is not the same as lead smelting.
2. Chemical Selectivity Limits
Acid leaching dissolves some metals, not others. Sulphuric acid dissolves copper beautifully but won’t touch lead. Hydrochloric acid works differently again. This means every ore type requires a custom chemical recipe — and even then, you’re lucky to achieve 85–90% recovery. The rest becomes waste or requires additional processing steps.
3. Mineral Encapsulation
Many valuable metals are locked inside complex mineral matrices. Rare earth elements sit inside silicate minerals. Platinum group metals are inter-grown with base metals. Lithium is trapped inside spodumene crystals. Traditional flotation and gravity separation can liberate some of these, but fine particles, inter-grown minerals, and complex geometries mean significant material loss.
4. Energy Intensity
Traditional smelting requires sustained high temperatures (1,200–1,600°C) for hours. This means massive energy consumption — and that energy typically comes from fossil fuels. A single copper smelter can consume 50+ MW of power continuously.
5. Chemical Waste
Acid leaching creates toxic wastewater. Flotation uses hazardous reagents. Smelting produces slag and off-gases. Each step generates secondary waste streams that require treatment, disposal, or storage — adding cost and environmental burden.
The Result: Inefficiency at Scale
The consequence is that only high-grade, economically obvious ores get processed. Low-grade deposits, complex ores, and waste streams are left behind — either abandoned or stored in tailings dams.
This means:
- Stranded resources: Billions of tons of minerals remain unmined or unrecovered.
- Geopolitical vulnerability: Only a few countries have the willpower and patience to build the infrastructure to process certain metals, creating monopolies (China for rare earths, Russia for palladium, Türkiye for chrome etc.).
- Environmental liability: Tailings dams pose long-term risks. Mining waste leaches toxic elements into groundwater for decades. Dam failures can kill hundreds of people.
- Circular economy failure: The same logic applies to recycled materials. They are often too complex or low-grade to process economically, so they end up in landfills.
The UHTP™ Principle — Vaporisation as Liberation
UHTP™ breaks every constraint that traditional metallurgy faces. But it doesn’t do this through brute force or incremental improvement. Instead, it operates in a completely different domain: the gas phase.
How UHTP™ Works: The Core Principle
UHTP™ uses a thermal plasma torch operating at approximately 10,000°C — roughly the surface temperature of the sun. At this temperature, something remarkable happens:
All molecular bonds break.
- Copper ore (CuFeS₂) → Vaporised
- Rare earth oxides (Nd₂O₃, Tb₄O₇) → Vaporised
- Lead-zinc sulfides (PbS, ZnS) → Vaporised
- Silicon dioxide gangue (SiO₂) → Vaporised
Everything becomes atomic or ionic gas.
This is the key insight: In the eyes of plasma, all materials are equal. There is no “this ore is too complex” or “this metal won’t melt with that one.” There is only gaseous atoms – indeed ions.
Why Vaporisation Solves the Problem
Once everything is vaporised, the traditional constraints disappear:
1. No Melting Point Issues
If everything is a gas, melting points are irrelevant. Copper and lead don’t need to melt together — they’re already separated at the atomic level.
2. No Chemical Selectivity Limits
You’re not using selective chemistry anymore. You’re using physics. And physics treats all atoms the same.
3. No Mineral Encapsulation
Inter-grown minerals? Doesn’t matter. Fine particles? Doesn’t matter. The plasma vaporises everything, regardless of particle size or crystal structure.
4. Energy Efficiency
The plasma is only active for seconds. The feed-stock enters, gets vaporised, and exits. It’s not a sustained high-temperature process like traditional smelting — it’s a rapid, controlled destruction followed by intelligent recovery.
5. No Chemical Waste
No acids, no reagents, no toxic byproducts. The only outputs are recovered metals and stable, non-toxic residues.
The Separation Engine — The Real Innovation
Now here’s where most people misunderstand UHTP™.
They think: “Okay, so you vaporise everything. Then what? Don’t you just get a mixed vapor cloud?”
The answer is no — and this is where the real innovation lies.
IPRI doesn’t just vaporise and hope for the best. We engineer the recovery process to separate different elements from each other — even after they’ve been vaporised together.
After vaporisation, the hot gas plume is fed into a precisely engineered quench system with multiple temperature zones and controlled gas chemistry. This is where the separation happens.
Think of it like this: If traditional smelting is like trying to sort a mixed pile of different metals by hand, UHTP™ is like sorting them as they’re being poured out — using physics to separate them before they even solidify.
Here’s how it works:
Multi-Zone Controlled Quench — The Separation Engine
After exiting the plasma at ~10,000°C, the vaporised material enters a multi-stage quench system with precise temperature control and gas chemistry. As temperature drops progressively, elements condense in sequence based on their boiling points — highest boiling point elements condense first, lowest boiling point elements condense last. This enables natural fractionation of different elements into distinct streams.
Zone 1: Ultra-High Temperature Condensation (3,000–5,000°C)
Gas composition: Inert atmosphere (Argon) with optional reducing gas (Hydrogen)
What condenses first (highest boiling points): Refractory metals and high-boiling-point rare earths
- Tungsten, Rhenium, Tantalum, Molybdenum, Niobium
- Platinum, Palladium, Iridium, Rhodium, Ruthenium
- Uranium, Thorium
- Rare earths: Cerium, Lanthanum, Yttrium, Gadolinium, Praseodymium, Terbium, Neodymium
Form: Solid metal particles or refractory oxides
Why it works: These elements have boiling points above 3,000°C. They condense almost immediately as temperature drops below their boiling points, forming distinct solid particles that can be collected via gravity settling or cyclones. The reducing atmosphere prevents unwanted oxidation of reactive metals.
Zone 2: High Temperature Condensation (2,500–3,000°C)
Gas composition: Mildly oxidising (Argon + 1–2% O₂)
What condenses: Precious metals and mid-range elements
- Gold, Silver, Copper, Iron, Nickel, Cobalt
- Rare earths: Dysprosium, Holmium, Erbium, Scandium
- Germanium, Beryllium
Form: Metal droplets (for precious metals) or oxide particles (for rare earths)
Why it works: These elements have boiling points in the 2,500–3,000°C range. They condense in this zone as distinct particles, physically separated from the ultra-high-temperature refractory metals above. Oxidation is controlled — some elements prefer metallic form, others form stable oxides.
Zone 3: Medium Temperature Condensation (1,500–2,500°C)
Gas composition: Oxidising (Argon + 3–5% O₂)
What condenses: Base metals and lower-boiling-point elements
- Tin, Lead, Aluminum, Chromium
- Manganese, Indium, Gallium
- Zinc (partial condensation — some carries to lower zones)
- Antimony, Bismuth
Form: Metal droplets or oxide particles (Sb₂O₃, Bi₂O₃, etc.)
Why it works: These elements have boiling points between 1,500–2,500°C. They remain gaseous until temperature drops below their boiling points, then condense as distinct particles. The oxidising atmosphere promotes oxide formation for elements that prefer that state.
Zone 4: Low Temperature Condensation (600–1,500°C)
Gas composition: Chlorinating (Argon + HCl vapor)
What condenses: Volatile metals and toxic elements
- Zinc, Cadmium, Lead (secondary condensation), Arsenic, Selenium
- Tellurium, Rubidium, Cesium, Potassium
- Sodium
Form: Chloride aerosols (ZnCl₂, CdCl₂, AsCl₃, etc.) or oxide particles
Why it works: These elements have boiling points below 1,500°C — they remain gaseous through the higher-temperature zones. As temperature drops into this range, they condense preferentially into chlorides (if HCl is present) or oxides. The chlorinating atmosphere stabilises volatile elements into less-volatile compounds. Elements condense as fine nanoparticles or aerosols — captured by HEPA filters or electrostatic precipitators.
Zone 5: Very Low Temperature Condensation (100–600°C)
Gas composition: Mild oxidising or inert (Argon + trace O₂)
What condenses: Highly volatile elements
- Mercury, Sulfur, and any remaining volatile species
- Residual trace elements
Form: Fine aerosol particles or vapor
Why it works: These are the most volatile elements — boiling points below 600°C. They only condense as temperature drops significantly. Mercury remains partially gaseous until very low temperatures. This zone captures the “tail end” of volatiles before they reach the scrubber.
Zone 6: Final Capture & Scrubbing (<100°C)
Gas composition: Aqueous or acidic scrubber (water, phosphoric acid, or hydrochloric acid)
What’s captured: Residual volatiles, hazardous gases, trace elements
- Any remaining Mercury vapor
- Residual HCl or other gaseous compounds
- Fine aerosol particles that escaped earlier zones
- Trace contaminants
Form: Dissolved ions in solution or fine suspended particles
Why it works: The scrubber is the final safety net. Any element that didn’t condense in the temperature-controlled zones above gets captured here — either as dissolved ions (if soluble in the scrubber liquid) or as suspended fine particles. This ensures zero emissions — nothing escapes to atmosphere.
The Result: Multiple Pure or Near-Pure Outputs
Each output is enriched in specific elements — ready for further processing or direct use:
Output 1: Refractory Metals & High-Boiling-Point Rare Earths (Zone 1: 3,000–5,000°C)
Collected via: Gravity settling, cyclones, or magnetic separation
Contains:
- Refractory metals: Tungsten, Rhenium, Tantalum, Molybdenum, Niobium
- Platinum group metals: Platinum, Palladium, Iridium, Rhodium, Ruthenium
- Nuclear metals: Uranium, Thorium (as oxides)
- Carrier rare earths: Cerium, Lanthanum, Yttrium, Gadolinium, Praseodymium, Terbium, Neodymium (as oxides)
Form: Solid particles, metal droplets, or refractory oxides
Value: Extremely high — refractory metals worth USD 1,000–50,000/kg; rare earth oxides worth USD 5,000–50,000/ton
Output 2: Precious Metals & Mid-Range Elements (Zone 2: 2,500–3,000°C)
Collected via: Gravity settling, density separation, or magnetic collection
Contains:
- Precious metals: Gold, Silver, Copper
- Base metals: Iron, Nickel, Cobalt
- Mid-range rare earths: Dysprosium, Holmium, Erbium, Scandium
- Specialty metals: Germanium, Beryllium
Form: Metal droplets or oxide particles
Value: High — precious metals worth USD 2,000–60,000/kg; rare earth oxides worth USD 5,000–20,000/ton; base metals worth USD 5–15/kg
Output 3: Base Metals & Lower-Boiling-Point Elements (Zone 3: 1,500–2,500°C)
Collected via: HEPA filters, electrostatic precipitators, or cyclones
Contains:
- Base metals: Tin, Lead, Aluminum, Chromium, Manganese
- Semiconductors: Indium, Gallium
- Toxic elements (stable form): Antimony oxide (Sb₂O₃), Bismuth oxide (Bi₂O₃)
- Partial zinc condensation
Form: Metal droplets, oxide particles, or nanoparticles
Value: Medium — metals worth USD 1–10/kg; oxides worth USD 2,000–10,000/ton
Output 4: Volatile Metals & Toxic Elements (Zone 4: 600–1,500°C)
Collected via: HEPA/ULPA filters or electrostatic precipitators
Contains:
- Volatile metals: Zinc (primary), Cadmium, Rubidium, Cesium, Potassium, Sodium
- Toxic elements (stabilised): Arsenic oxide (As₂O₃), Selenium oxide (SeO₂), Tellurium oxide (TeO₂)
- Secondary lead/tin condensation as chlorides or oxides
Form: Nanoparticles, fine aerosol particles, or chloride/oxide compounds
Value: Medium to High — Zn worth USD 1–3/kg; Se/Te worth USD 10–200/kg; As/Cd worth USD 2–5/kg. Critical: Toxic elements now stabilized as non-leachable compounds (As₂O₃, SeO₂, CdO) instead of mobile, bioavailable forms
Output 5: Highly Volatile Elements (Zone 5: 100–600°C)
Collected via: Fine mist eliminators, demister pads, or additional cyclones
Contains:
- Mercury (partial — some carries to scrubber)
- Sulfur
- Residual trace volatiles
Form: Fine aerosol particles, vapor, or condensed droplets
Value: Low to Medium — Mercury worth USD 10–30/kg (if recovered); Sulfur worth USD 50–200/ton
Output 6: Final Scrubber Solution & Residual Capture (Zone 6: <100°C)
Collected via: Wet scrubber, acid solution, or water-based capture
Contains:
- Dissolved ions: Mercury (Hg²⁺), residual Cadmium (Cd²⁺), trace metals
- Fine suspended particles that escaped earlier zones
- Residual HCl or other gaseous compounds absorbed into solution
- Dissolved rare earth or base metal ions (if any carry-over)
Form: Aqueous solution (acidic or neutral) with suspended solids
Value: Low — primarily used for final hazard containment. Can be further processed via precipitation or ion exchange to recover remaining metals, or safely treated and disposed.
Strategic Implications of Corrected Outputs
Separation Achievement:
- Output 1: Pure refractory metals & carrier rare earths (easy to separate further if needed)
- Output 2: Precious metals & critical rare earths (high-value stream)
- Output 3: Base metals & industrial elements (commodity stream)
- Output 4: Volatile & toxic elements (stabilised, safe, recoverable)
- Output 5: Ultra-volatiles (specialized recovery)
- Output 6: Final safety net (hazard elimination)
Environmental Impact:
- Toxic elements (As, Se, Hg, Cd) transformed from mobile, bioavailable ions → stable, non-leachable oxides
- No toxic wastewater created — all hazards captured and stabilized
- Closed-cycle system — zero emissions
Economic Value:
- Output 1: Highest value per kg (refractory metals, rare earths)
- Output 2: High value (precious metals, critical REEs)
- Output 3: Medium value (base metals, industrial elements)
- Output 4: Medium to High value (volatile metals, but also liability elimination from toxin stabilisation)
- Output 5: Low value (ultra-volatiles)
- Output 6: Minimal direct value, but perpetual liability eliminated
This output scheme reveals the true power of UHTP™: simultaneous value recovery AND hazard elimination across multiple feedstock types in a single process.
Why This Matters
This is not just “separation.” This is fractionation at the molecular level. You’re not using chemistry to separate metals — you’re using thermodynamics and physics to separate them as they condense.
This means:
✅ No additional reagents needed — the quench gases are inert or simple (O₂, HCl).
✅ No complex downstream processing — the elements are already partially separated.
✅ No waste streams — every output is captured and useful.
✅ No feedstock limitations — the process works the same way whether your input is ore, e-waste, slag, or tailings.
Real-World Examples — One Platform, Infinite Feedstocks
Example 1: E-Waste Recycling
Feedstock: Circuit boards, solder, connectors (Pb, Sn, Sb, Zn, Rb, Bi, Cu, Ni)
Traditional approach: Mechanical shredding → acid leaching → multiple separation stages → 70–80% recovery + hazardous wastewater
UHTP™ approach:
- Zone 1: Precious metals (Cu, Ni) condense as metal droplets
- Zone 2: Base metals (Sn, Pb, Bi) condense as metal droplets
- Zone 3: Sb oxides condense as particles
- Zone 4: Zn, Rb stabilized as oxides
- Zone 6: Final scrubber captures residuals
Result: 95%+ recovery, multiple pure outputs, zero wastewater
Economic impact: E-waste becomes a high-value feedstock instead of a disposal problem.
Example 2: Mining Tailings with Toxic Elements
Feedstock: Tailings from polymetallic mine (Pb, Zn, Cu, As, Se, Sb — low-grade, complex)
Traditional approach: Too low-grade to process → stored in tailings dam → 0% recovery + perpetual environmental liability
UHTP™ approach:
- Zone 1: Cu condenses as metal droplets
- Zone 2: Pb/Zn condense as metal droplets
- Zone 4: As₂O₃, SeO₂ stabilised as non-leachable oxides (no longer toxic)
- Zone 6: Final scrubber ensures safe closure
Result: Stranded resource becomes revenue stream; toxic hazard eliminated
Economic impact: Tailings shift from $2M/year liability to $15M+/year revenue stream.
Example 3: Spent Catalysts
Feedstock: Spent catalysts (Pt, Pd, Rh precious metals embedded in Al₂O₃, SiO₂ gangue)
Traditional approach: Complex hydrometallurgical leaching → multiple precipitation stages → 85–90% recovery + expensive, slow
UHTP™ approach:
- Zone 1: Pt/Pd/Rh (high boiling points) condense as pure metal droplets
- Zone 2: Refractory oxides (Al₂O₃, SiO₂) condense as separate stream
Result: Pure precious metal output + reusable oxide byproduct
Economic impact: Faster recovery, higher purity, lower cost than traditional refining.
Example 4: Mining Slag
Feedstock: Slag from copper smelting (Cu, Fe, Zn, Pb, rare earths — low-concentration, complex)
Traditional approach: Discarded as waste → stored or used for fill → 0% metal recovery
UHTP™ approach:
- Zone 1: Rare earth oxides (high boiling points) condense as separate stream
- Zone 2: Cu/Fe/Pb condense as metal droplets
- Zone 4: Zn captured separately
- Zone 6: Final scrubber captures residuals
Result: Waste becomes multi-element resource
Economic impact: Billions of tons of stranded slag worldwide becomes economically recoverable.
Why UHTP™ Is Truly Universal
You might be noticing a pattern in these examples. The process is fundamentally the same for all of them.
- E-waste? Same process.
- Tailings? Same process.
- Catalysts? Same process.
- Slag? Same process.
This is the power of UHTP™. It’s not a specialised process for one ore type or one metal. It’s a universal platform because it operates at a level above the specifics of any particular feed-stock.
Why This Matters for the Industry
- Modular Infrastructure
You don’t need different plants for different ores. One UHTP™ unit can process multiple feed-stocks — just change the quench parameters slightly. - Reduced Capital Cost
Instead of building separate smelters for copper, lead, zinc, and rare earths, you build one UHTP™ facility. - Supply Chain Flexibility
If your primary ore supply is disrupted, you can feed alternative feedstocks (e-waste, slag, tailings) into the same equipment. - Circular Economy Integration
Recycled materials are no longer “second-class” feedstocks. They’re processed identically to primary ore. - Geographic Flexibility
You can deploy UHTP™ at mine sites, recycling centres, or centralised hubs. The process doesn’t care where the feed-stock comes from.
The Advantages Over Traditional Methods
Let’s be clear about what UHTP™ offers compared to conventional metallurgy:
| Aspect | Traditional Smelting | UHTP™ |
|---|---|---|
| Feedstock Flexibility | Ore-specific | Universal (ore, waste, recycled) |
| Recovery Rate | 85–90% | 95%+ |
| Processing Time | Hours to days | Seconds to minutes |
| Energy Intensity | Sustained high temp (1,200–1,600°C) | Rapid vaporisation + quench |
| Chemical Waste | Slag, off-gases, wastewater | Minimal (closed-cycle) |
| Capital Cost | High (ore-specific equipment) | Lower (modular) |
| Environmental Impact | Emissions, slag disposal, tailings | Near-zero emissions, total recovery |
| Operator Skill | High (process-specific) | Lower (universal process) |
The Market Opportunity
This isn’t just a technical achievement. It’s a market transformation.
The Problem It Solves
- Stranded Resources: Billions of tons of low-grade ore, tailings, and slag contain valuable metals that can’t be economically processed today.
- Geopolitical Vulnerability: Rare earths, cobalt, lithium — critical for batteries, electronics, and clean energy — are concentrated in a few countries. UHTP™ enables processing of lower-grade deposits globally.
- Circular Economy Gap: Recycled materials are often too complex to process economically. UHTP™ changes that.
- Environmental Liability: Mining companies are sitting on decades of environmental liability from tailings. UHTP™ converts liability to asset.
- Supply Chain Resilience: Battery makers, EV manufacturers, and electronics companies need secure supply of critical metals. UHTP™ enables distributed, resilient supply.
The Opportunity
- Mining companies: Turn marginal deposits and tailings into revenue streams.
- Recyclers: Process complex e-waste profitably.
- Battery makers: Secure supply of lithium, cobalt, nickel.
- Rare earth processors: Compete with China by processing lower-grade ores.
- Investors: Unlock stranded value in existing mining assets.
Your Invitation
If you have a feed-stock that’s complex, low-grade, or considered “uneconomical” to process — whether it’s ore, e-waste, tailings, slag, or spent catalysts — UHTP™ is worth exploring.
The question isn’t whether your feed-stock can be processed. The question is: Can you afford not to?
Every tonne of tailings left in a dam represents:
- Stranded metal value
- Environmental liability
- Missed revenue opportunity
Every shipment of e-waste sent to landfills represents:
- Lost precious metals
- Toxic elements not recovered
- Missed circular economy opportunity
Every batch of slag discarded represents:
- Wasted copper, zinc, rare earths
- Energy already spent (now wasted)
- Missed profit margin
UHTP™ doesn’t just process metals. It redefines what’s economically viable.
Now is the Time for Technology
Metallurgy has been bound by the constraints of traditional smelting for over a century. Different ores required different infrastructure. Complex feed-stocks were abandoned. Waste was stored or discarded. Recycling was marginal.
UHTP™ breaks these constraints.
It’s not an incremental improvement. It’s a new paradigm — one where feedstock complexity is not a liability, but an opportunity. Where waste becomes resource. Where circular economy isn’t aspirational, it’s operational.
The future of metallurgy isn’t mining better ores. It’s transforming any feedstock into pure metals.
And it’s happening now.
Your Next Steps
Do you have a feed-stock that traditional smelters have deemed “uneconomical”?
Let’s talk about how UHTP™ can unlock its value.
For Reference – Mining Elements Ordered by Vaporisation Temperature (Boiling Point)
| RANK | Element | Symbol | Boiling Point (°C) | Primary Uses | Category |
|---|---|---|---|---|---|
| 1 | Rhenium | Re | 5,596 °C | Jet engine superalloys, catalysts, electronics | Refractory Metal |
| 2 | Tungsten | W | 5,555 °C | Cutting tools, electronics, alloys, X-ray targets | Refractory Metal |
| 3 | Tantalum | Ta | 5,458 °C | Capacitors (phones, laptops, EVs), surgical implants | Critical Mineral |
| 4 | Osmium | Os | 5,027 °C | Electrical contacts, instrument pivots, robot joints | Platinum Group Metal |
| 5 | Thorium | Th | 4,788 °C | Emerging nuclear fuel (thorium reactors), always NORM in REE ores | Nuclear/Energy Metal |
| 6 | Niobium | Nb | 4,744 °C | High-strength steel alloys, superconductors, EV batteries | Critical Mineral |
| 7 | Molybdenum | Mo | 4,639 °C | Steel alloys, electronics, catalysts, lubricants | Refractory Metal |
| 8 | Hafnium | Hf | 4,603 °C | Nuclear reactor control rods, semiconductor chips | Critical Mineral |
| 9 | Zirconium | Zr | 4,377 °C | Nuclear reactors, ceramics, refractory materials, alloys | Critical Mineral |
| 10 | Ruthenium | Ru | 4,150 °C | Hard disk drives, fuel cells, green hydrogen, electronics | Platinum Group Metal |
| 11 | Iridium | Ir | 4,130 °C | Spark plugs, semiconductors, chloralkali process, OLEDs | Platinum Group Metal |
| 12 | Platinum | Pt | 3,825 °C | Catalytic converters, jewelry, fuel cells, electronics | Platinum Group Metal |
| 13 | Uranium | U | 3,818 °C | Nuclear fuel, medical isotopes (always NORM in REE ores) | Nuclear/Energy Metal |
| 14 | Rhodium | Rh | 3,695 °C | Catalytic converters, electronics, jewelry | Platinum Group Metal |
| 15 | Lanthanum | La | 3,464 °C | EV batteries (NiMH), optics, catalysts, glass additives | Rare Earth Element |
| 16 | Cerium | Ce | 3,443 °C | Glass polishing, catalysts, alloys (dominant carrier REE) | Rare Earth Element |
| 17 | Vanadium | V | 3,407 °C | Steel alloys, vanadium batteries, aerospace, energy storage | Critical Mineral |
| 18 | Yttrium | Y | 3,345 °C | LEDs, lasers, superconductors, cancer treatment, X-ray tubes | Rare Earth Element |
| 19 | Titanium | Ti | 3,287 °C | Aerospace, medical implants, pigments, high-performance alloys | Strategic Metal |
| 20 | Gadolinium | Gd | 3,273 °C | MRI contrast agents, nuclear reactors, high-performance magnets | Rare Earth Element |
| 21 | Silicon | Si | 3,265 °C | Semiconductors, solar cells, steel production, glass | Critical Mineral |
| 22 | Praseodymium | Pr | 3,130 °C | High-performance magnets, aircraft engines, fiber optics | Rare Earth Element |
| 23 | Terbium | Tb | 3,123 °C | Magnets, Terfenol-D, fluorescent lamps, color TV tubes | Rare Earth Element |
| 24 | Neodymium | Nd | 3,074 °C | High-performance magnets (EV motors, wind turbines), lasers | Rare Earth Element |
| 25 | Palladium | Pd | 2,963 °C | Catalytic converters, electronics, hydrogen storage, jewelry | Platinum Group Metal |
| 26 | Cobalt | Co | 2,927 °C | EV batteries, superalloys, magnets, catalysts | Critical Mineral |
| 27 | Nickel | Ni | 2,913 °C | Stainless steel, EV batteries, alloys, catalysts | Strategic Metal |
| 28 | Erbium | Er | 2,868 °C | Fiber optic amplifiers, lasers, nuclear reactors, telecommunications | Rare Earth Element |
| 29 | Iron | Fe | 2,861 °C | Steel, construction, manufacturing, machinery | Base Metal |
| 30 | Gold | Au | 2,856 °C | Jewelry, electronics, investment, medical devices | Precious Metal |
| 31 | Scandium | Sc | 2,836 °C | Aerospace alloys (Al-Sc), fuel cells, lasers, high-performance | Rare Earth Element |
| 32 | Germanium | Ge | 2,833 °C | Semiconductors, fiber optics, solar cells, infrared optics | Critical Mineral |
| 33 | Holmium | Ho | 2,720 °C | Medical lasers, magnets, fission energy, research | Rare Earth Element |
| 34 | Chromium | Cr | 2,671 °C | Stainless steel, plating, pigments, alloys | Strategic Metal |
| 35 | Tin | Sn | 2,602 °C | Solder, coatings, alloys, food packaging | Base Metal |
| 36 | Dysprosium | Dy | 2,567 °C | Magnets, data storage, control rods, aerospace | Rare Earth Element |
| 37 | Copper | Cu | 2,562 °C | Electrical wiring, plumbing, alloys, electronics, renewable energy | Base Metal |
| 38 | Aluminum | Al | 2,519 °C | Construction, aerospace, packaging, EVs, most widely used non-ferrous metal | Base Metal |
| 39 | Beryllium | Be | 2,469 °C | Aerospace alloys, nuclear reactors, X-ray equipment, electronics | Strategic Metal |
| 40 | Gallium | Ga | 2,229 °C | Semiconductors, LEDs, solar cells, integrated circuits | Critical Mineral |
| 41 | Silver | Ag | 2,162 °C | Electronics, jewelry, photography, solar cells, medical devices | Precious Metal |
| 42 | Indium | In | 2,072 °C | LCD screens, solar cells, semiconductors, transparent conductors | Critical Mineral |
| 43 | Manganese | Mn | 2,061 °C | Steel production, batteries, alloys, water purification | Base Metal |
| 44 | Barium | Ba | 1,845 °C | Drilling fluids, glass, electronics, medical imaging | Industrial Metal |
| 45 | Lead | Pb | 1,749 °C | Batteries, radiation shielding, alloys, cable sheathing | Base Metal |
| 46 | Antimony | Sb | 1,587 °C | Flame retardants, batteries, alloys, semiconductors | Toxic Element |
| 47 | Bismuth | Bi | 1,564 °C | Pharmaceuticals, cosmetics, alloys, electronics | Toxic Element |
| 48 | Calcium | Ca | 1,484 °C | Construction, metallurgy, chemicals, pharmaceuticals | Industrial Metal |
| 49 | Thallium | Tl | 1,473 °C | Electronics, infrared optics, medical imaging (highly toxic) | Toxic Element |
| 50 | Strontium | Sr | 1,382 °C | Ferrite magnets, fireworks, medical imaging, ceramics | Industrial Metal |
| 51 | Lithium | Li | 1,342 °C | Batteries (EV, grid storage), ceramics, glass, pharmaceuticals | Critical Mineral |
| 52 | Magnesium | Mg | 1,091 °C | Lightweight alloys, aerospace, batteries, desalination | Strategic Metal |
| 53 | Tellurium | Te | 988 °C | Solar cells, thermoelectrics, alloys, semiconductors | Critical Mineral |
| 54 | Zinc | Zn | 907 °C | Galvanizing, batteries, alloys, pharmaceuticals | Base Metal |
| 55 | Arsenic | As | 887 °C | Semiconductors, glass, wood preservatives, pesticides | Toxic Element |
| 56 | Sodium | Na | 883 °C | Chemicals, glass, metallurgy, food processing | Industrial Metal |
| 57 | Cadmium | Cd | 767 °C | Batteries (NiCd), coatings, pigments, semiconductors | Toxic Element |
| 58 | Potassium | K | 759 °C | Fertilizers, chemicals, batteries, pharmaceuticals | Industrial Metal |
| 59 | Rubidium | Rb | 688 °C | Electronics, specialty glass, research, atomic clocks | Rare Alkali Metal |
| 60 | Selenium | Se | 685 °C | Solar cells, glass, electronics, pharmaceuticals, dietary supplements | Toxic Element |
| 61 | Cesium | Cs | 671 °C | Atomic clocks, oil drilling, space propulsion, medical imaging | Rare Alkali Metal |
| 62 | Sulfur | S | 445 °C | Fertilizers, chemicals, rubber vulcanization, batteries | Industrial Mineral |
| 63 | Mercury | Hg | 357 °C | Electronics, instruments, gold extraction, medical devices | Toxic Element |
Leave a Reply